Iranian Classification Society Rules

< Previous | Contents | Next >
Section 10-1 Marine Chains
1001. Application
1. The requirements in this Section apply to tests and inspection for the approval of manufacturing process of electrical welded and steel cast chains used for anchor chains and steering chains speci- fied in Pt 4, Ch 8, 404. 1 of the Rules.
2. Of those forge welded or other manufacturing process chains, the requirements in this Section cor- respondingly apply to the tests and inspection for the approval of the manufacturing process of chains.
3. The manufacturer who makes steel cast chains in accordance with the requirements of this Section may be considered to comply with the requirements of manufacturing process in Pt 2, Ch 1, 102. of the Rules.
1002. Data to be submitted
The following reference data in addition to those specified in 102. are to be submitted to the Society.
(1) Kind of chains
(2) Manufacturing process
(3) Materials
(4) Heat treating method (including furnace types, means of specifying, controlling and recording of temperature and chain speed and allowable limits, quenching bath and agitation, cooling method after exit)
(5) Diameter of test chain, maximum chain diameter
(6) In addition to the above, the following reference data are to be submitted to the Society accord- ing to the manufacturing process.
(A) Electrically welded chains
(a) Manufacturing process and manufacturing facilities
(i) Explanations on manufacturing process
(ii) Outline of the manufacturing factory
(iii)Principal items of manufacturing and inspection facilities other than welding ma- chines (tensile testing machine of chains, preheater, bending machine, stud applier, etc.)
(b) Welding machines
(i) Name and type of welding machine, and name of its manufacturer
(ii) Particulars of welding machine (output, pressurizing force, retaining force) (iii)Pressurizing mechanism (drawings are to be attached)
(iv)Diameter of chain link weldable
(c)
Working standards
(i) Inspection organization chart
(ii) Contents of inspection at the reception of raw materials
(iii)Bar cutting, heating and bending including method, temperatures, temperature control and recording
(iv)Working standards applicable to each size of chain link for flash butt welding
(welding current, force, time, flash allowance, upsetting allowance, preheating temper- ature and period, etc.)
(v) Flash removal incl method and inspection (vi)Stud manufacturing process and dimensions (vii)Stud insertion and welding standards (viii)Details of product inspection
(B) Cast chains
(a) Manufacturing process and manufacturing facilities
(i) Explanations on manufacturing process
(ii) Outline of manufacturing factory
38 Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015
Ch 2 Approval of Manufacturing Process Ch 2, Sec 10-1
![]()
(iii)Principal manufacturing and inspection facilities
(b) Steelmaking
(i) Type and capacity of steelmaking furnace
(ii) Steelmaking process (iii)Range of chemical composition
(c) Working standards
(i) Moulding work
(ii) Casting procedure (drawing showing the location and its dimensions of riser is to be attached.)
(iii)Finishing work
(iv)Details of product inspection
(v) Repairing procedures
1003. Approval test
1. Approval test
The approval test is to be carried out on each chain under application for each manufacturing factory. The contents of approval test are to be as indicated in Table 2.10.1 and the test is to be carried out in the presence of the Surveyor unless otherwise specified.
2. Test chains
The link and test specimens used in the approval test are to be taken from the test chains in the presence of the Surveyor.
3. Omission of approval test for manufacturing process
(1) When the test for Grade 1 chains has been passed, the approval test for manufacturing for studless chains of the same or of the smaller diameter manufactured by the same welding method may be omitted.
(2) When the test for Grade 2 chains has been passed, the approval test for manufacturing for studless chains of the same or of the smaller diameter manufactured by the same
process electric
process electric
welding method and the approval test for the manufacturing process of Grade 1 chains, may be omitted.
(3) The manufacturing process of the enlarged link and end link may be approved up to those with the diameter corresponding to that of common link provided that they are manufactured by the same manufacturing process of the common link or by the electric welding method.
1004. Changes in the approval content
When major changes are intended to be made in the manufacturing process already approved, the application procedure required for a new approval application is to be taken. The major changes include the items given below where, however, the witness of the approval test by the Surveyor may be dispensed with, or reduction in the approval test items may be accepted for the manu- facturer whose product quality control standards and inspection standards are considered appropriate. In this case, however, submission of the results of tests on material properties and related data is required.
(1) Increase in the maximum diameter of chain to be manufactured
(2) Change in casting procedure
(3) Changes in heat treatments (quenching, annealing, tempering, etc.)
(4) New installation of welding machine
(5) New installation of furnace for heat treatment
(6) Other changes for which approval test is considered necessary
Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015 39
Ch 2 Approval of Manufacturing Process Ch 2, Sec 10-1
![]()
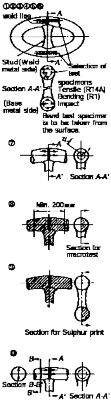
Table 2.10.1 Approval Test Items and Acceptance Criteria for Marine Chains
Test chains for approval test | |||||||
| |||||||
Test item | Numbers of test specimens | Numbers of test link(exam- ple) | Selection of test specimen and details of test specimen | Test procedure | Acceptance criteria | ||
Mec han- ical prop er- ties test of llink | Base met- al | ①Tensile test | 1 | No.1 | ①, ②, ④, ⑤ : To conform to Pt 2, Ch 1 of the Rules, The bending radius of chain is to be 25 mm. And the bending angle is to be not less than following angle : 120°. ③, ⑥ : Testing temperature of impact test is to be refered to NOTES 6. ⑦ : is to be examined at its center and the point 2/3 r for the structure of HAZ, base metal and weld zone (× 100) ⑧ : Welded portion of link in longi- tudinal section is to be macroetched. ⑨ : Sulphur print of longitudinal sec- tion of link is to be taken. ⑩ : Hardness distribution of base metal and weld zone is to be measured at proper intervals. | To conform to Pt 2, Ch 1 of the Rules. | |
②Bending test | 1 | No.1 | To be free of harmful defects | ||||
③Impact test | 1set(Grade 1 chain) 3sets(Others) | No.3~4 | see NOTES 6. | ||||
Wel d zone | ④Tensile test | 2 | No.1 | Measured tensile strength is to exceed that of the base metal. | |||
⑤Bending test | 2 | No.2 | To be free of harmful defects | ||||
⑥Impact test | 1set(Grade 1 chain) 3sets(Others) | No.3~4 | see NOTES 6. | ||||
⑦Micro-test | 2 | No.5 | Coarse grain area in HAZ and degree of heat treatment are to be examined. | ||||
⑧Macro test | 1 | No.5 | To be free of harmful defects | ||||
⑨Sulphur print | 1 | No.7 | To be free of harmful defects | ||||
⑩Hardness test | 3 | No.5 | For reference only. | ||||
Test of testing object of chains | ⑪Proof test | 2 lengths | No.1~5 No.9~13 | ⑪, ⑫, ⑭, ⑮ : To conform to Pt 4, Ch 8 of the Rules. ⑬ : After proof test, chain length and dimensions of each link are to be measured. | To conform to Pt 4, Ch 8 of the Rules. | ||
⑫Breaking test | 2 lengths | No.15~19 No.30~34 | Actual breaking load is to be measured in addition to conform to Pt 4, Ch 8 of the Rules. | ||||
⑬Dimension test | 2 lengths | No.1~5 No.9~13 | Check dimensional changes in addition to conform to Pt 4, Ch 8 of the Rules. | ||||
⑭Mass in- spection | 2 lengths | No.1~5 No.9~13 | To conform to Pt 4, Ch 8 of the Rules. | ||||
⑮Visual in- spection | 2 lengths | No.1~5 No.9~13 | To conform to Pt 4, Ch 8 of the Rules. | ||||
NOTES; 1. The test links used in the aproval test are to, in principle, be of the desired largest diameter for approval. 2. In the case of cast links, their mechanical properties tests are to be carried out in a manner corresponding to those applied to weld zone. Of those items of test on the testing object, the bending test and compression test may be substituted by magnetic particle testing. 3. When deemed necessary by the Society, non-destructive testing may be requested. 4. In the case of the approval test in association with the change in the manufacturing process as shown in 1004., the diameter and number of test link, or the approval test items may be reduced. 5. When steel materials, manufacturing process or heat treatment methods which are not specified in the Rules are to be employed, the Society may request other tests or submission of reference materials in addition to the specified test items. 6. Temperatures of impact test are to be in accordance with following tables. | |||||||
Kind of | chain | Temperature | Minimum absorbed average energy (J) | ||||||||
Base metal | Flash butt weld zone | ||||||||||
Grade | 1 | chain | 0°C | To be with reference | To be with reference | ||||||
Grade | 2 | chain | 20°C, 0°C and -20°C | At 0°C to be of 50J, to be with reference. | At | other | temperature | To be with reference | |||
Grade | 3 | chain | 20°C, 0°C and -20°C | At 0°C to be of 60J, to be with reference. | At | other | temperature | At 0°C to be of 50J, to be with reference. | At | other | temperature |
40 Guidance for Approval of Manufacturing Process and Type Approval, Etc. 2015
![]()
Ch 2 Approval of Manufacturing Process Ch 2, Sec 10-2
![]()